


Choosing the Right Telescopic Belt Conveyor for Your Facility
In modern warehouses, distribution centers, and logistics hubs, material-handling efficiency is a top priority. Selecting the right equipment can dramatically improve productivity, reduce labor costs, and enhance worker safety. Among the most versatile solutions available, telescopic belt conveyors have become essential for optimizing loading and unloading operations. Their ability to extend directly into transport vehicles and retract when not in use makes them ideal for facilities handling large volumes of goods.
Choosing the appropriate telescopic belt conveyor requires careful consideration of multiple factors. A conveyor that meets your operational requirements ensures smooth workflow, reduces downtime, and maximizes return on investment. By evaluating factors such as load capacity, extension length, speed, and safety features, facility managers can select a system that aligns with both current and future operational needs.
Assessing Load Capacity and Conveyor Belt Strength
One of the most important considerations when selecting a telescopic belt conveyor is its load capacity. The conveyor must be capable of handling the heaviest items your facility will process without compromising speed or stability. Load limits should be clearly specified by the manufacturer, and operators should never exceed these limits to avoid mechanical failure or safety hazards.
Equally important is the quality and durability of the conveyor belt. Belt material, width, and thickness must accommodate the types of products you intend to transport. Rubber and reinforced PVC belts are commonly used for their flexibility, wear resistance, and strength. Ensuring the belt can handle both the weight and volume of goods minimizes maintenance issues and prevents operational delays.
Determining Extension and Retraction Requirements
Telescopic belt conveyors are valued for their extendable and retractable sections, which allow them to reach deep into trucks or containers. When selecting a conveyor, consider the maximum and minimum extension lengths required for your facility’s vehicles and loading docks. A system that is too short may not reach the far end of a trailer, while an excessively long conveyor can take up unnecessary space when retracted.
The retraction mechanism should be smooth and reliable. Precision-engineered tracks, rollers, and motorized controls ensure safe and stable movement. It is also important to verify that the conveyor can extend and retract at an appropriate speed without causing damage to the belt or transported items.
Adjustable Height and Ergonomics
Truck and container floors often vary in height, making adjustable height features a critical consideration. Telescopic belt conveyors with hydraulic or electric lift systems allow operators to align the belt with the loading surface accurately. This capability improves workflow efficiency, reduces strain on workers, and enhances safety during loading and unloading.
Ergonomic design also plays a role in operational efficiency. Controls should be accessible and intuitive, and the working angle should minimize bending or stretching for operators. Properly designed conveyors reduce fatigue, helping employees maintain productivity throughout long shifts.
Motor System and Energy Efficiency
The drive system of a telescopic belt conveyor powers both belt movement and the extension mechanism. Reliable motors are essential for consistent performance. Look for systems with variable speed controls to adjust conveyor speed according to workload and operational requirements.
Energy efficiency is another key factor. Modern motor systems are designed to reduce power consumption while maintaining performance, helping facilities lower operational costs over time. Choosing a system that balances power and efficiency ensures long-term sustainability.
Safety Features and Compliance
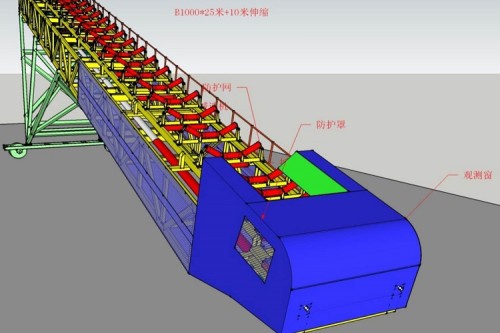
Safety should always be a top priority when selecting a telescopic belt conveyor. Look for systems that include emergency stop buttons, limit switches, sensors, and protective guards. Side guards prevent packages from falling off the belt, and covers over moving components reduce the risk of injury.
Compliance with industry safety standards ensures the conveyor meets regulatory requirements and supports a secure working environment. Safety features also contribute to higher employee confidence, which in turn improves operational efficiency.
Maintenance Accessibility
A conveyor that is difficult to maintain can lead to downtime and higher repair costs. When evaluating potential systems, consider how easily operators and technicians can access components for inspection and maintenance. Features such as removable panels, easy-to-adjust belt tension, and accessible motor components simplify routine maintenance and reduce operational interruptions.
Durable construction materials, corrosion-resistant coatings, and high-quality components contribute to long-term reliability. Facilities that invest in maintenance-friendly conveyors save time and money over the equipment’s lifespan.
Customization and Integration
Every facility has unique requirements, so customization options should be considered. Some conveyors offer adjustable belt widths, extension ranges, or additional accessories to suit specific operational needs. Integration capability with existing conveyor lines, sorting systems, and warehouse automation solutions can also enhance workflow efficiency.
Selecting a system that can adapt to changes in operations ensures that your investment remains valuable as your facility grows or your logistics requirements evolve.
Conclusion
Choosing the right telescopic belt conveyor requires a comprehensive assessment of operational needs, safety considerations, and maintenance requirements. Evaluating load capacity, extension range, belt quality, motor efficiency, and safety features ensures that the system supports smooth and reliable material handling. By carefully considering these factors, facility managers can select a conveyor that maximizes efficiency, enhances worker safety, and delivers long-term operational value. A well-chosen telescopic belt conveyor becomes an indispensable asset for modern logistics, warehousing, and distribution operations.



